Differences between hydraulic and electric machines in injection molding process
2025/10/03 By le zhan
Hydraulic and electric injection molding machines offer distinct process conditions for injection molding. Their differences lie in their mechanical design, with oil pumps and valves versus servo motors and ball screws. Still, the real impact extends to cycle time, repeatability, energy consumption, and part quality. This helps you understand which injection molding machine is best suited for your process, allowing you to make an informed choice based on these differences.
Differences in mechanical design also impact the injection molding process.
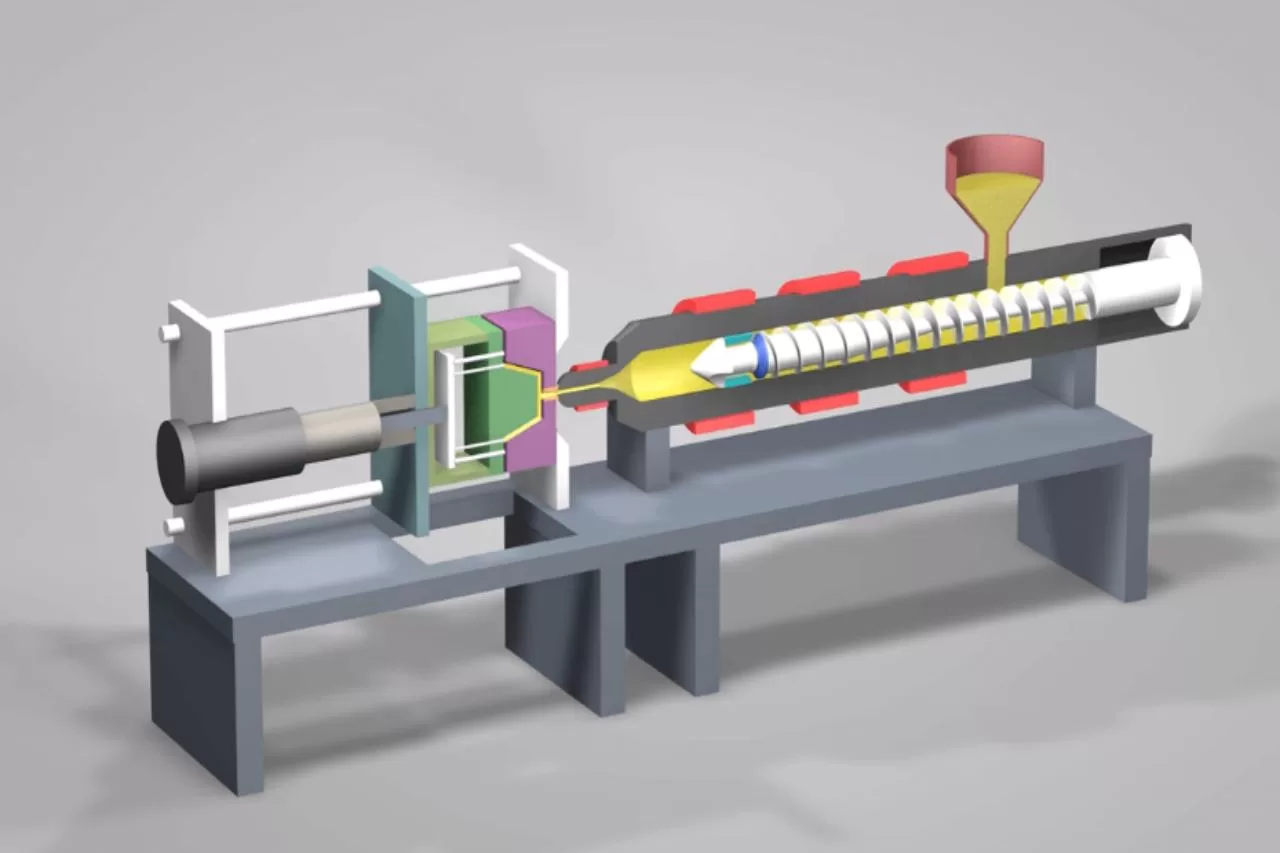
The fundamental difference that drives most downstream injection molding process variability lies in the mechanical design of each injection molding machine, resulting in different ways of generating motion and force. In hydraulic injection molding machines, a hydraulic pump pressurizes oil, which is delivered through valves to the hydraulic cylinders that control injection, screw rotation, and mold clamping. In contrast, electric injection molding machines use servo motors and mechanical transmissions (ball screws, linear guides) to convert rotary motion into linear motion of the injection and clamping axes.
When it comes to force transmission and clamping the platens, hydraulic systems provide strong, continuous force and virtually unlimited clamping capacity, making them suitable for very large molds and high-tonnage injection molding machines. Hydraulic systems generally provide smooth, high-force motion and strong overload tolerance. While electric injection molding machines offer increased peak clamping force through mechanical advantage and multi-motor designs, servo-driven lead screws or direct drive mechanisms typically generate the clamping force, and motor torque and gearbox design limit it at the maximum end. Therefore, electric systems excel at medium to high tonnages, where servo drives and mechanical transmissions can provide precise and repeatable clamping force.
During the injection process, hydraulic systems enable fast and efficient injection, as they can withstand sudden pressure demands. The oil’s compressibility and large reservoir capacity help buffer transient pressure demands. Electric drives provide fast, precise position and velocity profiles with minimal variability in stroke-to-stroke motion. Electric drives provide superior control for complex contour injections, where precise positioning and acceleration are crucial. Therefore, if your injection molding process requires extremely high tonnage or long dwell times, a hydraulic injection molding machine is a suitable option. If your process requires high precision, repeatability, and fine motion control, an electric injection molding machine is a suitable option.
The injection molding process control and repeatability differ.
Electric injection molding machines are designed around high-resolution position encoders and deterministic servo drives, naturally supporting closed-loop position, speed, and torque control. This native servo control enables precise multi-step injection profiles, accurate position transfer for two-shot or insert molding, and fast, repeatable response to setpoint changes.
In injection molding, electric injection molding excels at position-based injection and drive-controlled multi-step speed/pressure profiles. Because servo motors predictively execute commands and provide instant feedback, process parameters such as injection stroke, screw position, and mold opening and closing are highly repeatable. In contrast, hydraulic molding machines rely on proportional valves or servovalves to regulate flow and pressure. While today’s hydraulic systems can achieve closed-loop pressure and speed control, they typically have slower bandwidth and are more sensitive to oil temperature and valve hysteresis.

Electric injection molding machines also enable very tight cavity pressure feedback loops, allowing for the sampling and adjustment of injection or holding pressure within a cycle at high frequency. This reduces cycle-to-cycle variation, resulting in an injection molding process with improved dimensional consistency and reduced warpage. Hydraulic systems can also utilize cavity pressure sensing. Manufacturers often use them for high-pressure, long-holding parts because the hydraulic system’s inherent force capacity allows for extended hold phases.
Cycle Time, Productivity, and Energy Efficiency
Electric injection molding machines offer significant advantages in cycle time, productivity, and energy efficiency. They eliminate hydraulic losses and, in some designs, enable the recovery of regenerative energy. Electric motors provide rapid axis motion with tightly controlled acceleration and deceleration. This translates to faster injection response, faster mold opening and closing speeds, and generally shorter non-productive time between shots. In contrast, hydraulic injection molding machines can reach or even exceed peak speeds under heavy loads, but this requires pump acceleration and valve adjustments, which can extend certain phases. For injection molding processes with very short fill phases and critical repeatability, such as high-speed thin-wall production, electric motors generally offer faster effective cycle times with less variability.
Hydraulic injection molding machines can also be prone to energy waste during the injection molding process. Hydraulic pumps may run continuously or cycle frequently, generating heat losses that the plant’s cooling system must remove. Electric injection molding machines only consume power when their axes are moving. In many production modes, electric machines can consume significantly less energy per cycle.
Material Properties and Product Quality Differences
Material selection, molding dynamics, and machine characteristics interact to determine the quality of the part. The injection molding process must control shear, temperature, pressure, and cooling to achieve the desired mechanical properties and aesthetics; choosing a hydraulic or electric injection molding machine influences how these controls are implemented.
In thin-wall packaging and consumer goods, thin-walled parts (with a wall thickness of 0.4-1.0 mm) require extremely fast injection speeds and strict shot-to-shot repeatability. Therefore, the fast response and precise speed control of electric machines make them the preferred platform for high-cavitation, thin-wall packaging molds, where balanced and consistent filling prevents underfill and flash.
For optical and aesthetic parts, electric injection molding machines can program complex injection/holding profiles, achieving cavity pressure control, and are more capable of meeting these stringent injection molding process requirements than many hydraulic systems. Then there are thick-walled and structural parts. For very thick parts that require high, long-lasting hold pressures and suppress shrinkage and sink, a hydraulic injection molding machine may be more suitable. The hydraulic system’s ability to maintain high pressure and hold pressure for extended periods can help address internal voiding and sinkage issues.
Select Based on Product and Process
The differences between hydraulic and electric injection molding processes determine part production reliability, production costs, and which product categories are profitable. Hydraulic injection molding machines remain the workhorse for large-tonnage applications and those requiring high, sustained pressure and long hold times. In contrast, electric injection molding machines offer superior motion control, energy efficiency, and repeatability. These advantages make them the preferred choice for thin-wall packaging, high-cavity consumer parts, optical and cosmetic parts, and processes requiring synchronized multi-axis motion.
TRENDING POSTS
- Topstar Honored with SING TAO GLOBAL CHINA 2025 Distinguished Leading Enterprise in Global Expansion 2025/10/03
- How does a compact dehumidifying dryer achieve stable and reliable drying and dehumidification? 2025/10/03
- CHINAPLAS 2026 is Coming Soon! 2025/10/03
- New Year, New Beginnings: Topstar Robotics Delivers Heartfelt Service to Keep Customers Thriving! 2025/10/03
HOT TOPIC
- .ervo motor-driven linear robots
- •
- 1.0 guangdong topstar technology co. ltd
- 1.0 topstar china
- 1.0 topstar robot
- 11
- 160℃ mold temperature controller
- 170 ton injection molding machine
- 2
- 21
- 220-ton injection molding machine
- 23
- 260 ton injection molding machine
- 3 axis robot
- 3 axis robots
- 3 in 1 Compact Dehumidifying Dryer
- 3-axis robot
- 3-axis robots
- 39
- 4 axis robot
- 4-axis SCARA robot
- 41
- 460T injection molding machine
- 5-axis CNC machine
- 62
- 90 ton injection molding machine
- accuracy
- Air Chillers
- air-cooled chillers
- all electric injection molding machine
- all electric injection molding machines
- all-electric injection molding machine
- All-electric injection molding machines
- and overall production quality. Therefore
- AP-RubberPlas
- auto cooling system
- auto loader
- Auto Loaders
- automated injection molding machine
- Automation changed engineering
- automation of injection molding robots
- automotive parts injection molding
- Auxiliary Equipment
- auxiliary machine
- Bench Injection Molding Machine
- cabinet dryer
- Cabinet dryer manufacturers
- Cabinet dryers
- cartesian coordinate robot
- Cartesian Coordinate Robots
- Cartesian injection robot
- Cartesian robot
- Central Feeding System
- Central Feeding Systems
- chiller
- CNC Drilling Machine
- CNC Drilling Machines
- cnc engraving machine manufacturer
- cnc laser cutting machine manufacturer
- CNC machine
- CNC Machine Center
- CNC Machine for Sale
- CNC Machine Manufacturing
- CNC Machine Tool
- CNC machine tool product
- CNC Machining Center
- CNC wood carving machine
- Compact Dehumidifying Dryer
- Cooling system
- Cross-Walking Single Axis Servo Cylinder Robot
- Cross-Walking Single-Axis Servo Cylinder Robot
- Cross-Walking Three-Axis/Five-Axis Servo Driven Robot
- cross-walking three-axis/five-axis servo-driven robot
- Dehumidifier Dryer
- Dehumidifying Dryer
- dehumidifying dryers
- delta parallel robot
- Desktop Injection Molding Machine
- Desktop injection molding machines
- Desktop Molding Machine
- desktop plastic injection machine
- Desktop Plastic Injection Molding Machine
- Digital Transformation
- direct clamp injection molding machine
- Direct clamp injection molding machines
- Dosing & mixing system
- Drilling Centers
- Drying and dehumidification system
- drying and dehumidifying equipment
- Drying and Dehumidifying System
- drying system
- effective and efficient. Cabinet dryers are also used in other industries where large quantities of material need to be dried
- efficient injection molding machine
- elbow hydraulic injection molding machines
- electric injection molding machine
- electric injection molding machines
- energy-efficient injection molding robot
- energy-efficient water chiller
- energy-efficient water chillers
- energy-saving injection molding machine
- etc. Among injection molding robots
- exhibition
- features of CNC machine
- Feeding And Conveying System
- Five Axis Machine Center
- Flexible Production Line
- Fully automatic injection molding machine
- Gathering Topstar
- giant injection molding machine
- GMU-600 5-Axis Machining Center
- Granulating & Recycling System
- granulator machine
- gravimetric blender
- Heavy duty injection molding machine
- High-precision electric molding machines
- high-precision plastic molding machines
- high-speed all electric injection molding machine
- high-speed electric injection molding machine
- High-Speed Packaging Injection Molding
- Honeycomb rotor dehumidifier
- hopper dryer
- Hopper Dryers
- horizontal injection molding machine
- Horizontal Injection Molding Machines
- Horizontal Injection Moulding Machine
- Horizontal Mixer manufacturer
- How The CNC Machine Works
- hybrid injection molding machine
- hydraulic injection molding machine
- Hydraulic Injection Molding Machines
- in this article
- Industrial AI
- Industrial Automation
- Industrial robot
- Industrial Robot Chinese brand
- industrial robot parts
- industrial robot supplier
- Industrial robots
- Industry Chain
- Injection Manipulator
- injection manipulator robot
- injection mold machines
- Injection molding
- Injection molding automation
- Injection Molding Automation Solution
- injection molding dryer
- Injection molding equipment
- injection molding hopper dryer
- Injection molding machine
- injection molding machine brand
- Injection Molding Machine Factory
- Injection Molding Machine Manufacture
- Injection molding machine manufacturer
- injection molding machine manufacturers
- Injection molding machine procurement
- injection molding machine robotic arm
- injection molding machine with a robot
- Injection molding machines
- injection molding material dehumidifying
- injection molding plant
- injection molding process
- Injection Molding Robot
- injection molding robot arm
- Injection molding robot automation
- Injection molding robotic arm
- injection molding robots
- injection molding whole plant
- injection moulding dryer
- Injection moulding machine
- injection moulding machines
- Injection Moulding Robots
- Injection Robot
- Injection robot arm
- Injection robot manufacturer
- Injection robot wholesale
- injection robots
- Intelligent Factory
- intelligent injection molding machines
- Intelligent Manufacturing
- intelligent mold temperature
- intelligent mold temperature controller
- Intelligent mould temperature controller
- intelligent whole plant solution
- InterPlas Thailand 2025
- Introducing Injection Robot
- It is the best choice for drying large quantities of material at once. Cabinetmakers use these machines because they are fast
- Large flow water type mold temperature controller
- large injection molding machine
- large injection molding machines
- Learn what industrial automation and robotics is
- linear robot
- linear robots
- low speed sound-proof granulator
- machine plastic molding
- make sure to add some! Improvements (2) Keyphrase in introduction: Your keyphrase or its synonyms appear in the first paragraph of the copy
- manipulator machine
- manufacturing
- Manufacturing Innovation
- medical grade injection molding machines
- Medical Injection Molding
- medical injection molding machine
- medical injection molding machines
- micro injection molding machine
- middle speed granulator
- Mini CNC machine manufacturers.
- mobile cover making machine
- Mold Temperature Control System
- mold temperature controller
- mold temperature controllers
- molding machine
- molding material Dehumidifying System
- mould temperature control system
- mould temperature controller
- mould temperature controller
- mould temperature controllers
- New electric injection molding machine
- nitrogen dryer manufacturer
- nitrogen dryer system manufacturer
- Oil type mold temperature controller
- Oil type mold temperature controllers
- open day
- optical component injection molding
- Outbound links: No outbound links appear in this page. Add some! Images: No images appear on this page. Add some! Internal links: No internal links appear in this page
- packaging injection molding
- Packaging Solutions
- PET Preform injection molding
- phone case maker machine
- phone case making machine
- phone cover making machine
- PID Control Mold Temperature Controller
- plastic auto loader
- plastic bottle making machine
- plastic bottle manufacturing
- plastic bucket making machine
- plastic bucket manufacturing
- Plastic chair making machine
- plastic dryer for injection molding
- plastic forming equipment
- Plastic Granulator
- Plastic Granulators
- plastic hopper dryer
- plastic injection machine
- plastic injection machines
- plastic injection molding
- Plastic injection molding equipment
- Plastic injection molding machine
- Plastic Injection Molding Machines
- plastic injection moulding machine
- plastic injection moulding machines
- plastic injection robot
- plastic molding
- Plastic Molding Industry
- Plastic Molding machine
- plastic molding machine 1
- Plastic Molding Machines
- plastic molding press
- plastic moulding machine
- plastic phone case making machine
- plastic-molding machine
- powerful granulator
- Powerful Type Sound-Proof Granulator
- precision injection molding
- precision injection molding machines
- production of plastic seats
- pure water mould temperature controller
- Robot injection molding
- robot injection molding machine
- robot manufacturing companies
- Robotic arm for injection molding machine
- robotic injection molding machines
- robotics in injection molding
- SCARA robot
- SCARA robots
- Screw dosers
- Service-oriented manufacturing
- Servo Cylinder Robot
- servo driven robot
- Servo Driven Robots
- servo injection molding machine
- servo injection robots
- servo motor-driven linear robots
- servo-driven 3-axis robot
- Servo-driven injection molding machine
- Servo-Driven Robot
- Setup of injection machine
- Silicone Injection Molding Machine
- six-axis industrial robot
- Smart Manufacturing
- soundproof granulator
- Sprue Picker
- Stainless Hopper Dryer
- Stainless Hopper Dryers
- star club
- swing arm robot
- T1 Cartesian injection robot
- take-out robot
- take-out robots
- Thailand 4.0
- the choice between servo-driven robots and hydraulic robots will have a certain impact on efficiency
- the most popular injection molding machine
- the type of injection molding robot
- TIC2000 Control System
- TMII injection molding machine
- toggle clamp injection molding machine
- Toggle Hydraulic Injection Molding Machines
- toggle injection molding machine
- Top 10 brands of injection robots
- Topstar
- Topstar Electric Injection Molding Machine InterPlas Thailand 2025 Smart Manufacturing Thailand 4.0
- Topstar Engineering
- Topstar Industrial Robots
- Topstar injection molding intelligent
- Topstar Scara Robots
- Useful Injection molding machine
- Vertical machining centers
- volumetric type blender
- Washing Machine Case Molding Solution
- water chiller
- water chillers
- water distributor
- water type mold temperature controller
- Water Type MoldTemperature Controller
- Water-Cooled Chillers
- Water-cooled Mold Temperature Controller
- water-type mold temperature controller
- Water-Type Mould Temperature Controllers
- We often face choices when performing injection molding. We will choose the type of injection molding machine
- wholesale of injection molding machines
- x carve CNC
- 热门查询 点击次数 展示 排名 topstar