Topstar Water-cooled Mold Temperature Controller: Integrated Ultrasonic Inspection System
2026/05/13 By le zhan

In the past, water-cooled mold temperature controller could not help operators understand the operating conditions within the circulation loop or detect subtle changes, such as minor flow rate fluctuations, tiny air bubbles, early scaling, or gradual leaks. As a result, both the final product quality and mold service life were compromised.
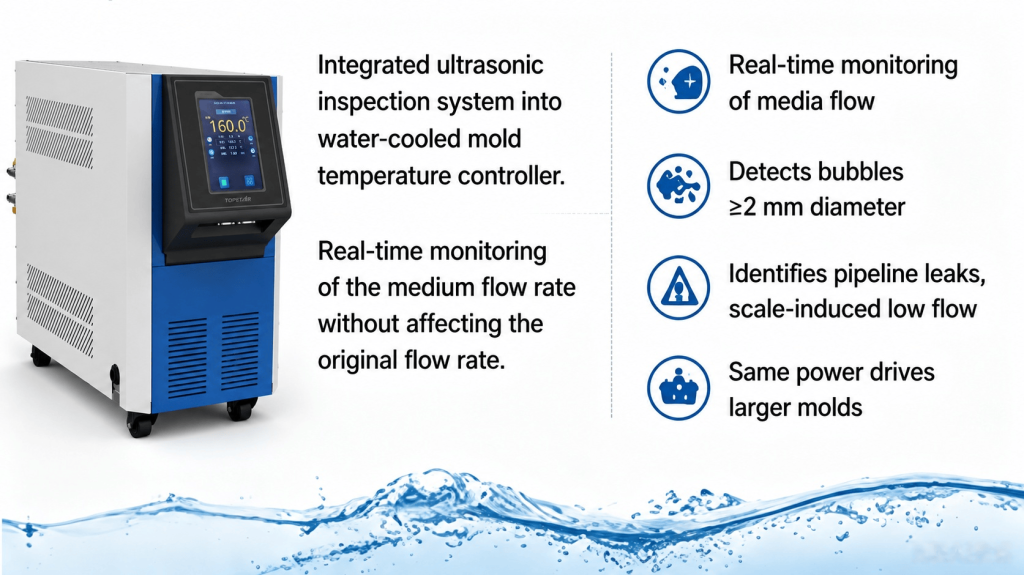
Topstar has addressed this issue by integrated ultrasonic inspection system into its water-cooled mold temperature controller. This allows for real-time monitoring of the medium flow rate without affecting the original flow rate. Consequently, the system enables:
- Real-time monitoring of media flow
- Detects bubbles ≥2 mm diameter
- Identifies pipeline leaks, scale-induced low flow
- Same power drives larger molds
This system allows operators to understand the internal operating conditions of the circulation loop, leading to better production results.
How is ultrasonic detection integrated into water-cooled mold temperature controller?
The operating principle of the integrated ultrasonic detection system involves directly monitoring the flow of the medium within a water-cooled mold temperature controller. The key lies in its ability to perform this task without disrupting the existing flow, as the detection method must under no circumstances introduce additional resistance, compromise circulation performance, or interfere with the cooling process.
Topstar’s design addresses this issue. Ultrasonic detection runs in the background, while the controller continues to manage temperature and flow normally. This allows operators to gain a more accurate understanding of the equipment’s status without compromising performance. It enables the mold temperature controller to collect useful diagnostic information while maintaining the stable circulation required to maintain consistent mold temperatures.
What changes have been implemented in mold temperature controller?
The integration of ultrasonic detection into water-cooled mold temperature controllers brings four key upgrades for mold temperature control:
✅More stable operation and more accurate detection:
It enables real-time, non-invasive monitoring of medium flow with high detection accuracy, without interfering with the original pipeline flow, resulting in smoother equipment operation.
✅Mold Protection and Reduced Wear:
It can detect microscopic air bubbles, addressing cavitation issues at their source to effectively protect molds and extend their service life.
✅Early Fault Warning and Fewer Issues:
It automatically identifies potential hazards, such as pipeline leaks and scale buildup that restricts flow, enabling early fault prediction to avoid sudden shutdowns and reduce maintenance and production losses.
✅Greater Adaptability and Wider Applications:
It can drive larger molds with the same unit power, adapting to a wider range of production conditions without changing equipment, significantly enhancing versatility.
Real-Time Monitoring of Media Flow
Real-time monitoring of fluid flow is one of the most practical features this technology offers for water-cooled mold temperature controllers. Changes in flow rate affect heat transfer, which in turn impacts product quality. If the flow rate is unstable, the mold may heat unevenly or cool too slowly, resulting in dimensional deviations and a poor surface finish.
An integrated ultrasonic detection system enables the controller to monitor these changes in real time, allowing operators to avoid relying solely on indirect indicators such as product appearance or periodic temperature readings. Instead, the mold temperature controller itself can track whether the medium is flowing normally. This helps reduce uncertainty and supports faster decision-making.

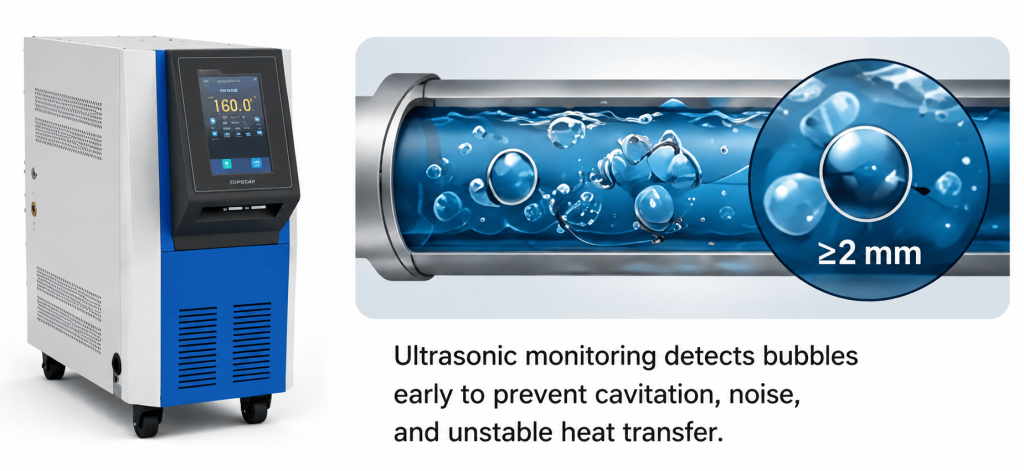
Detects Bubbles ≥2 mm Diameter
Bubbles in the circulating medium pose serious problems for water-based mold temperature controllers. Bubbles are often difficult to detect early on with the naked eye. By the time bubbles become visible, the equipment has already lost its intended efficiency. They reduce heat transfer stability, generate noise, and may lead to cavitation.
The integrated ultrasonic detection system detects bubbles 2 mm and larger, directly addressing this risk. Ultrasonic monitoring enables the mold temperature controller to better identify these hidden issues and prevent more significant failures. This helps protect both the equipment and the molds.
In actual production, bubble detection contributes to more stable temperature control and safer operation. As soon as bubbles appear, the system promptly alerts operators to take action.
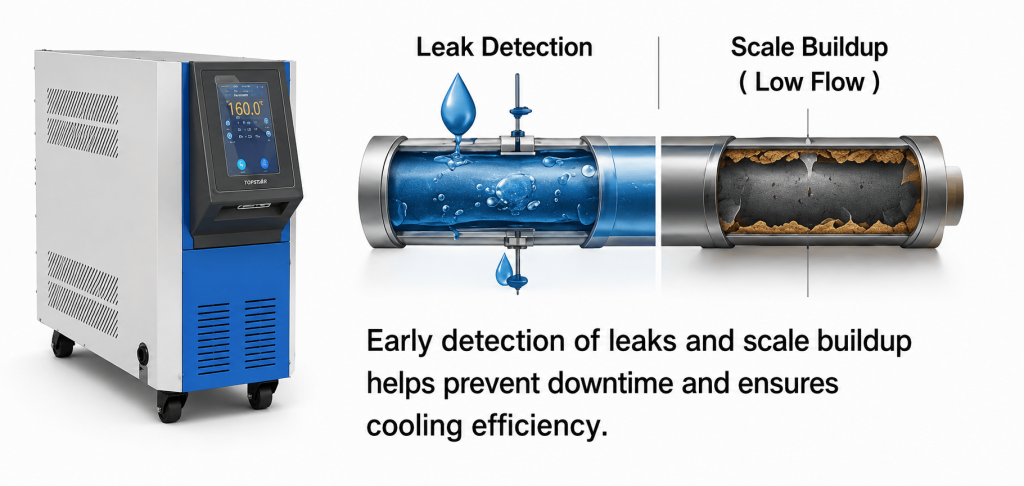
Identifies Pipeline Leaks, Scale-induced Low Flow
Another key feature of the integrated ultrasonic detection system is its ability to help water-based mold temperature controllers identify pipe leaks and address reduced flow caused by scale buildup. These issues typically develop gradually and are difficult to detect in a timely manner during production.
Without monitoring, both problems may persist unnoticed until they cause significant production issues.
When ultrasonic detection technology is integrated into water-based mold temperature controllers, these failures can be predicted early. If the medium flow rate suddenly drops, the system may indicate that components in the circuit are malfunctioning. This allows maintenance teams to investigate before the problem escalates into downtime or mold quality issues. Scale formation is usually a slow process, and operators may not notice it until cooling efficiency declines. This technology, however, can detect reduced flow early on, improving the stability of the entire control process.
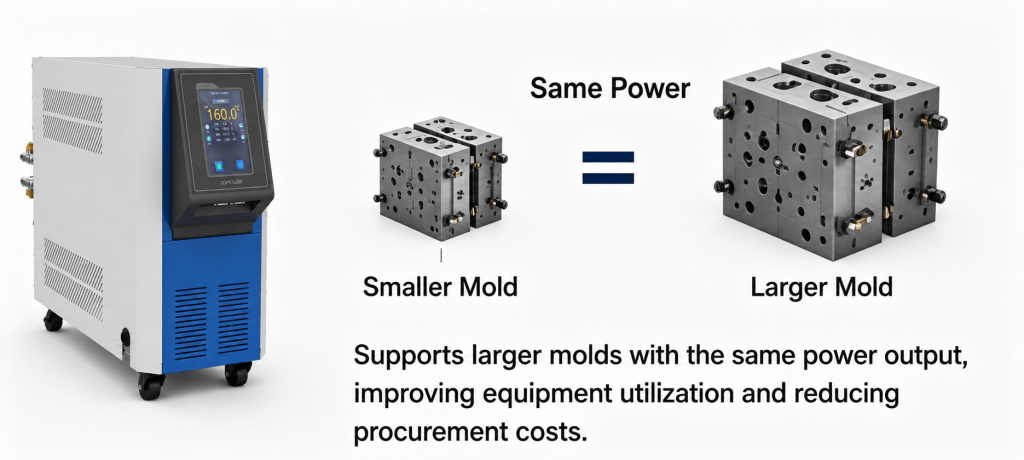
Same Power Drives Larger Molds
This technology also enables the driving of larger molds with the same power output. We have observed that many customers’ production lines require expanded mold coverage without increasing the controller’s size or complexity. This necessitates that water-cooled mold temperature controllers support a broader range of applications and drive larger molds while maintaining the same basic platform.
Integrated ultrasonic detection system enhances the applicability of mold temperature controllers in two ways. First, it gives factories greater flexibility in selecting mold sizes. Second, it reduces the need to maintain multiple controller configurations for similar operations, thereby improving equipment utilization.
For factory cost control, a mold temperature controller that supports larger molds with the same power output helps factories use existing equipment more efficiently and reduces equipment procurement costs.
Make the mold temperature controller more stable, precise, and reliable
The integrated ultrasonic detection system enables operators to better understand the internal operating conditions of water-cooled mold temperature controllers, helping factories avoid cavitation, detect air bubbles, identify leaks, and predict flow issues early. At the same time, it enables the operation of larger molds with the same power output. The integrated ultrasonic system is not merely a technological upgrade; it also helps customers improve their production processes.
TRENDING POSTS
- How does a compact dehumidifying dryer achieve stable and reliable drying and dehumidification? 2026/05/13
- CHINAPLAS 2026 is Coming Soon! 2026/05/13
- New Year, New Beginnings: Topstar Robotics Delivers Heartfelt Service to Keep Customers Thriving! 2026/05/13
- TOPSTAR Global Open Day 2025: Humanoid Robot Debuts, Pioneering a New Decade of Intelligent Manufacturing 2026/05/13
HOT TOPIC
- .ervo motor-driven linear robots
- •
- 1.0 guangdong topstar technology co. ltd
- 1.0 topstar china
- 1.0 topstar robot
- 11
- 160℃ mold temperature controller
- 170 ton injection molding machine
- 2
- 21
- 220-ton injection molding machine
- 23
- 260 ton injection molding machine
- 3 axis robot
- 3 axis robots
- 3 in 1 Compact Dehumidifying Dryer
- 3-axis robot
- 3-axis robots
- 39
- 4 axis robot
- 4-axis SCARA robot
- 41
- 460T injection molding machine
- 5-axis CNC machine
- 62
- 90 ton injection molding machine
- accuracy
- Air Chillers
- air-cooled chillers
- all electric injection molding machine
- all electric injection molding machines
- all-electric injection molding machine
- All-electric injection molding machines
- and overall production quality. Therefore
- AP-RubberPlas
- auto cooling system
- auto loader
- Auto Loaders
- automated injection molding machine
- Automation changed engineering
- automation of injection molding robots
- automotive parts injection molding
- Auxiliary Equipment
- auxiliary machine
- Bench Injection Molding Machine
- cabinet dryer
- Cabinet dryer manufacturers
- Cabinet dryers
- cartesian coordinate robot
- Cartesian Coordinate Robots
- Cartesian injection robot
- Cartesian robot
- Central Feeding System
- chiller
- CNC Drilling Machine
- CNC Drilling Machines
- cnc engraving machine manufacturer
- cnc laser cutting machine manufacturer
- CNC machine
- CNC Machine Center
- CNC Machine for Sale
- CNC Machine Manufacturing
- CNC Machine Tool
- CNC machine tool product
- CNC Machining Center
- CNC wood carving machine
- Compact Dehumidifying Dryer
- Cooling system
- Cross-Walking Single Axis Servo Cylinder Robot
- Cross-Walking Single-Axis Servo Cylinder Robot
- Cross-Walking Three-Axis/Five-Axis Servo Driven Robot
- cross-walking three-axis/five-axis servo-driven robot
- Dehumidifier Dryer
- Dehumidifying Dryer
- dehumidifying dryers
- delta parallel robot
- Desktop Injection Molding Machine
- Desktop injection molding machines
- Desktop Molding Machine
- desktop plastic injection machine
- Desktop Plastic Injection Molding Machine
- Digital Transformation
- direct clamp injection molding machine
- Direct clamp injection molding machines
- Dosing & mixing system
- Drilling Centers
- Drying and dehumidification system
- drying and dehumidifying equipment
- Drying and Dehumidifying System
- drying system
- effective and efficient. Cabinet dryers are also used in other industries where large quantities of material need to be dried
- efficient injection molding machine
- elbow hydraulic injection molding machines
- electric injection molding machine
- electric injection molding machines
- energy-efficient injection molding robot
- energy-efficient water chiller
- energy-efficient water chillers
- energy-saving injection molding machine
- etc. Among injection molding robots
- exhibition
- features of CNC machine
- Feeding And Conveying System
- Five Axis Machine Center
- Flexible Production Line
- Fully automatic injection molding machine
- Gathering Topstar
- giant injection molding machine
- GMU-600 5-Axis Machining Center
- Granulating & Recycling System
- granulator machine
- gravimetric blender
- Heavy duty injection molding machine
- High-precision electric molding machines
- high-precision plastic molding machines
- high-speed all electric injection molding machine
- high-speed electric injection molding machine
- High-Speed Packaging Injection Molding
- Honeycomb rotor dehumidifier
- hopper dryer
- Hopper Dryers
- horizontal injection molding machine
- Horizontal Injection Molding Machines
- Horizontal Injection Moulding Machine
- Horizontal Mixer manufacturer
- How The CNC Machine Works
- hybrid injection molding machine
- hydraulic injection molding machine
- Hydraulic Injection Molding Machines
- in this article
- Industrial AI
- Industrial Automation
- Industrial robot
- Industrial Robot Chinese brand
- industrial robot parts
- industrial robot supplier
- Industrial robots
- Industry Chain
- Injection Manipulator
- injection manipulator robot
- injection mold machines
- Injection molding
- Injection molding automation
- Injection Molding Automation Solution
- injection molding dryer
- Injection molding equipment
- injection molding hopper dryer
- Injection molding machine
- injection molding machine brand
- Injection Molding Machine Factory
- Injection Molding Machine Manufacture
- Injection molding machine manufacturer
- injection molding machine manufacturers
- Injection molding machine procurement
- injection molding machine robotic arm
- injection molding machine with a robot
- Injection molding machines
- injection molding material dehumidifying
- injection molding plant
- injection molding process
- Injection Molding Robot
- injection molding robot arm
- Injection molding robot automation
- Injection molding robotic arm
- injection molding robots
- injection molding whole plant
- injection moulding dryer
- Injection moulding machine
- injection moulding machines
- Injection Moulding Robots
- Injection Robot
- Injection robot arm
- Injection robot manufacturer
- Injection robot wholesale
- injection robots
- Intelligent Factory
- intelligent injection molding machines
- Intelligent Manufacturing
- intelligent mold temperature
- intelligent mold temperature controller
- Intelligent mould temperature controller
- intelligent whole plant solution
- InterPlas Thailand 2025
- Introducing Injection Robot
- It is the best choice for drying large quantities of material at once. Cabinetmakers use these machines because they are fast
- Large flow water type mold temperature controller
- large injection molding machine
- large injection molding machines
- Learn what industrial automation and robotics is
- linear robot
- linear robots
- low speed sound-proof granulator
- machine plastic molding
- make sure to add some! Improvements (2) Keyphrase in introduction: Your keyphrase or its synonyms appear in the first paragraph of the copy
- manipulator machine
- manufacturing
- Manufacturing Innovation
- medical grade injection molding machines
- Medical Injection Molding
- medical injection molding machine
- medical injection molding machines
- micro injection molding machine
- middle speed granulator
- Mini CNC machine manufacturers.
- mobile cover making machine
- Mold Temperature Control System
- mold temperature controller
- mold temperature controllers
- molding machine
- molding material Dehumidifying System
- mould temperature control system
- mould temperature controller
- mould temperature controller
- mould temperature controllers
- New electric injection molding machine
- nitrogen dryer manufacturer
- nitrogen dryer system manufacturer
- Oil type mold temperature controller
- Oil type mold temperature controllers
- open day
- optical component injection molding
- Outbound links: No outbound links appear in this page. Add some! Images: No images appear on this page. Add some! Internal links: No internal links appear in this page
- packaging injection molding
- Packaging Solutions
- PET Preform injection molding
- phone case maker machine
- phone case making machine
- phone cover making machine
- PID Control Mold Temperature Controller
- plastic auto loader
- plastic bottle making machine
- plastic bottle manufacturing
- plastic bucket making machine
- plastic bucket manufacturing
- Plastic chair making machine
- plastic dryer for injection molding
- plastic forming equipment
- Plastic Granulators
- plastic hopper dryer
- plastic injection machine
- plastic injection machines
- plastic injection molding
- Plastic injection molding equipment
- Plastic injection molding machine
- Plastic Injection Molding Machines
- plastic injection moulding machine
- plastic injection moulding machines
- plastic injection robot
- plastic molding
- Plastic Molding Industry
- Plastic Molding machine
- plastic molding machine 1
- Plastic Molding Machines
- plastic molding press
- plastic moulding machine
- plastic phone case making machine
- plastic-molding machine
- powerful granulator
- Powerful Type Sound-Proof Granulator
- precision injection molding
- precision injection molding machines
- production of plastic seats
- pure water mould temperature controller
- Robot injection molding
- robot injection molding machine
- robot manufacturing companies
- Robotic arm for injection molding machine
- robotic injection molding machines
- robotics in injection molding
- SCARA robot
- SCARA robots
- Screw dosers
- Service-oriented manufacturing
- Servo Cylinder Robot
- servo driven robot
- Servo Driven Robots
- servo injection molding machine
- servo injection robots
- servo motor-driven linear robots
- servo-driven 3-axis robot
- Servo-driven injection molding machine
- Servo-Driven Robot
- Setup of injection machine
- Silicone Injection Molding Machine
- six-axis industrial robot
- Smart Manufacturing
- soundproof granulator
- Sprue Picker
- Stainless Hopper Dryer
- Stainless Hopper Dryers
- star club
- swing arm robot
- take-out robot
- take-out robots
- Thailand 4.0
- the choice between servo-driven robots and hydraulic robots will have a certain impact on efficiency
- the most popular injection molding machine
- the type of injection molding robot
- TIC2000 Control System
- TMII injection molding machine
- toggle clamp injection molding machine
- Toggle Hydraulic Injection Molding Machines
- toggle injection molding machine
- Top 10 brands of injection robots
- Topstar
- Topstar Electric Injection Molding Machine InterPlas Thailand 2025 Smart Manufacturing Thailand 4.0
- Topstar Engineering
- Topstar Industrial Robots
- Topstar injection molding intelligent
- Topstar Scara Robots
- Useful Injection molding machine
- Vertical machining centers
- volumetric type blender
- Washing Machine Case Molding Solution
- water chiller
- water chillers
- water distributor
- water type mold temperature controller
- Water Type MoldTemperature Controller
- Water-cooled Mold Temperature Controller
- water-type mold temperature controller
- Water-Type Mould Temperature Controllers
- We often face choices when performing injection molding. We will choose the type of injection molding machine
- wholesale of injection molding machines
- x carve CNC
- 热门查询 点击次数 展示 排名 topstar